




A szerszámpróba során a fröccsöntési hibák gyakran előrejelzés nélkül fordulnak elő, ezért egy jó formapróba mérnöknek gazdag tapasztalattal kell rendelkeznie ahhoz, hogy a lehető leggyorsabban eldöntse az okot, mivel a költségek a fröccsöntőgépen eltöltött idővel nőnek.
Csapatunk itt felhalmozott némi tapasztalatot, ha ez a megosztás egy kis utalást tud adni az Ön hasonló problémáinak megoldására, nagyon boldogok leszünk.
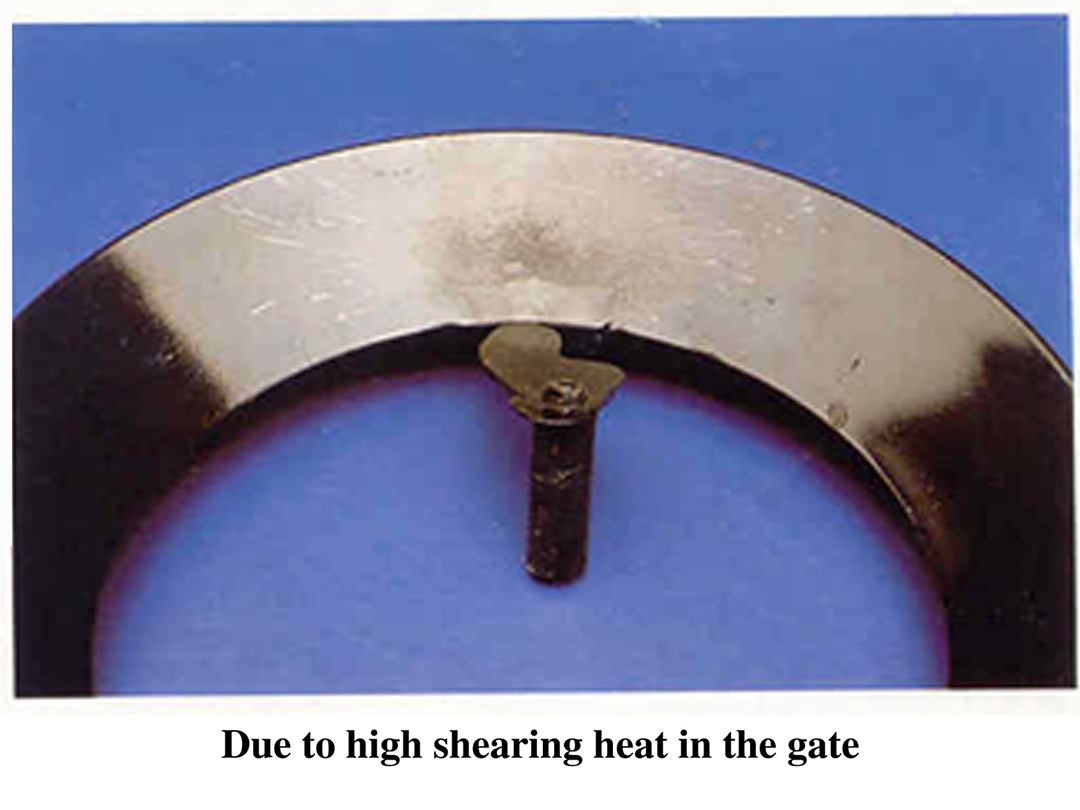
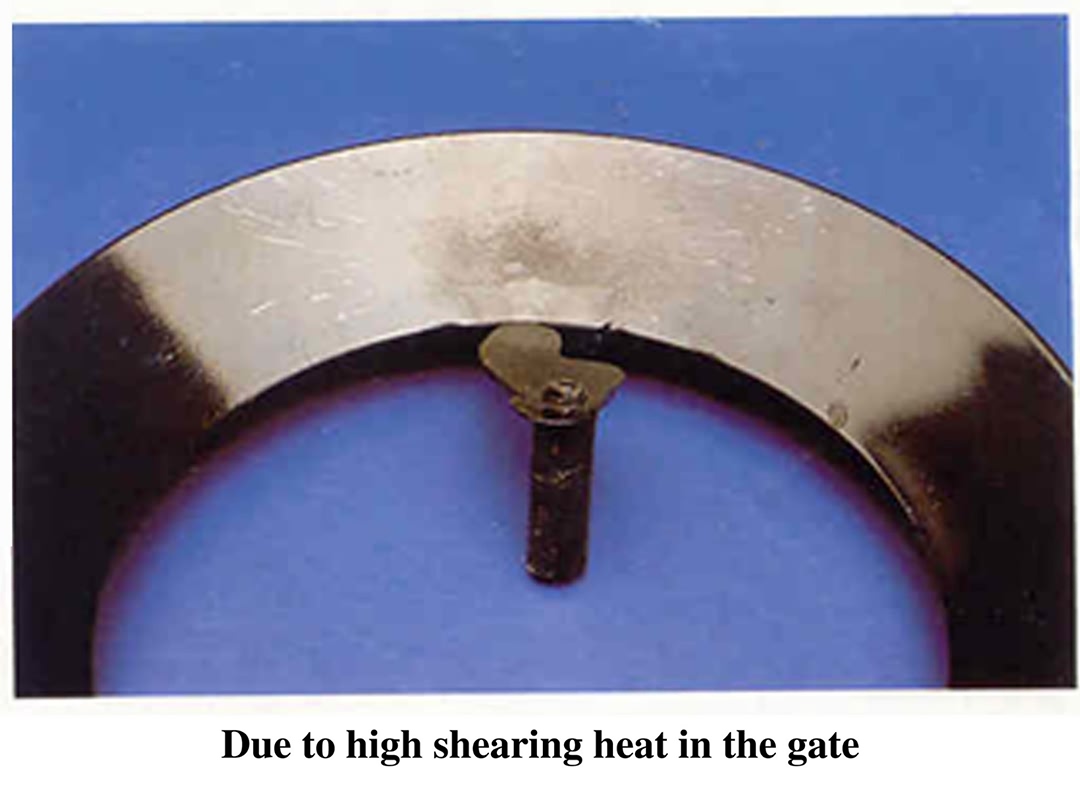
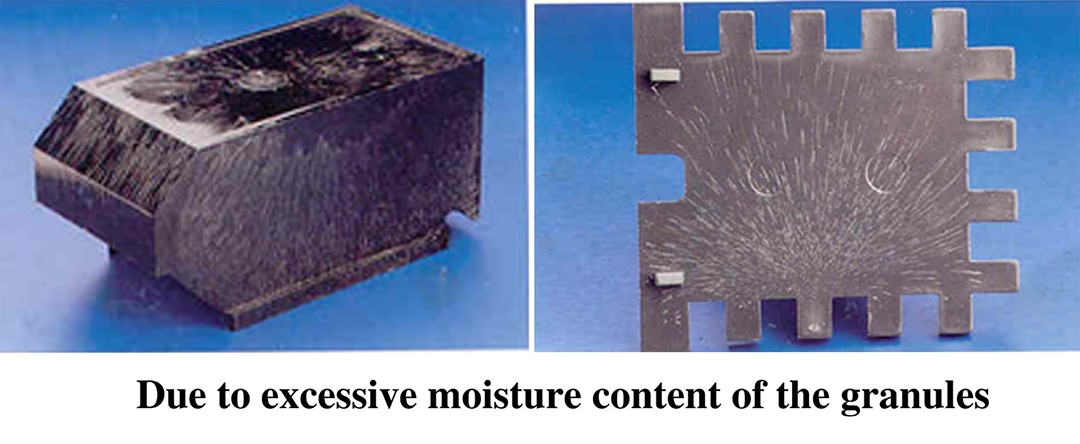
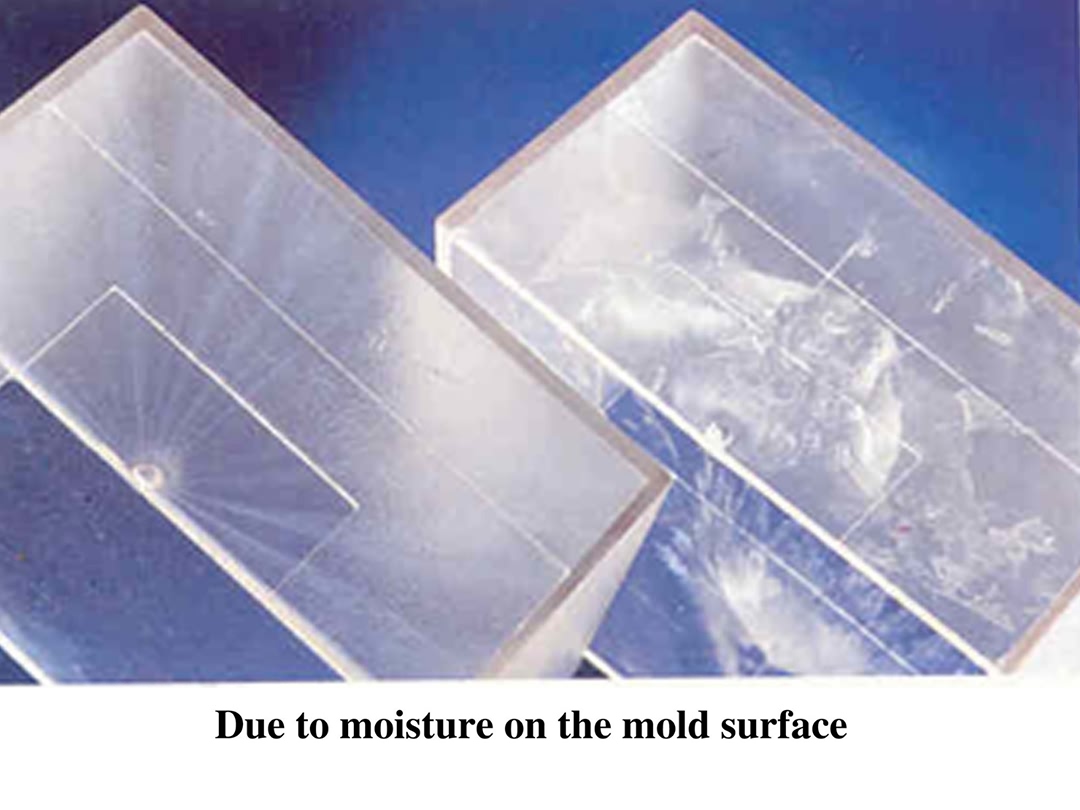
Itt három jelről beszélünk: „égett nyomok”, „nedves nyomok” és „levegőnyomok”.

Jellemzők:
·Időnként megjelenő
·Szűk keresztmetszetben vagy légcsapda helyzetben jelenik meg
·Az olvadási hőmérséklet majdnem a befecskendezési hőmérséklet felső határa
·A hiba bizonyos hatást gyakorol a nyomócsavar sebességének csökkentésével
·A lágyítási idő túl hosszú, vagy túl sokáig marad a nyomócsavar elülső területén
·Az újrahasznosított műanyagot túlzottan használták, vagy az anyagot korábban többször megolvadták
·Formában jelenik meg melegcsatornás rendszerrel
·Forma zárt fúvókával (Kizáró fúvóka)
Jellemzők:
3. Légi jelek
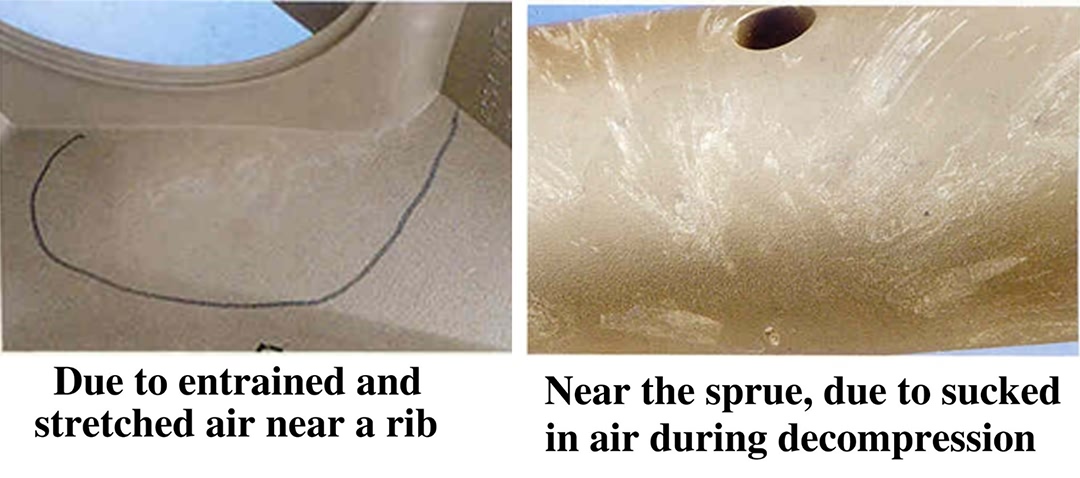
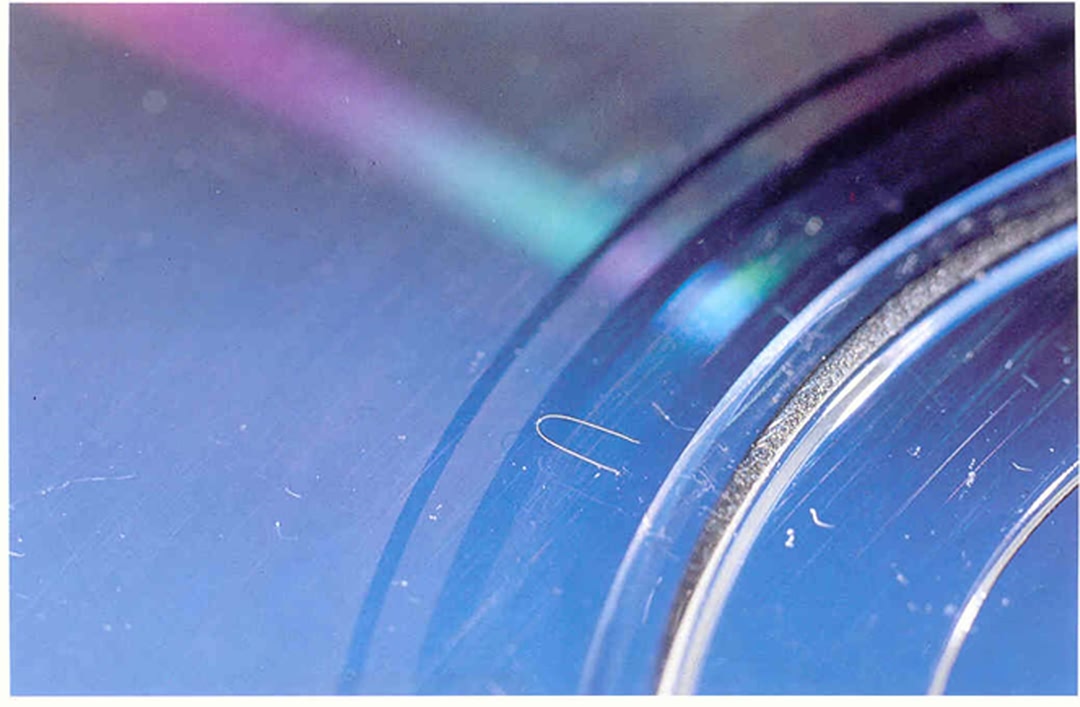
A légnyomok formája általában durva, ezüst vagy fehér színű, gyakran a gömb alakú/görbült felületen, bordák/falvastagság változási területeken vagy a fúvóka környezetében jelenik meg, a kapu bejáratánál általában vékony légnyomréteg jelenik meg; Levegőnyomok is megjelennek a gravírozáson, például: szöveggravírozás vagy a hely mélyedése.
A fenti típusok kivételével az alkatrész felületén is vannak „Üvegszálas nyomok” és „Színnyomok”.így a jövőben további formázási hibákkal kapcsolatos tapasztalatokat osztunk meg a kedves ismerősökkel a linkedin-en, ha más a véleményed a bejegyzésemről, kérlek Kérjük, ossza meg velem észrevételeit, mivel tudjuk, a linkedin mindig jó platform a megosztásra, a tanulásra és a fejlesztésre!
Feladás időpontja: 2020-10-26